کارخانهی هسلبلاد در دومین شهر بزرگ سوئد، گوتنبرگ، واقع شده است. این شرکت در سال 1841 شروع به کار کرد، اما در سال 1941 تبدیل به یک شرکت سازندهی دوربین شد.
به گزارش مجله عکس نوریاتو، شرکت هاسلبلاد در حال حاضر، پایین رودخانهای در مرکز شهر به تولید دوربین های سری H و مدل جدید X1D بدون آینهی خود میپردازد.
در طی بازدید اخیر من از اطراف کارخانه، شانس به من رو کرد و به من اجازه داده شد که از خط تولید به طور دقیق عکسبرداری کنم.
سه موضوع جالب در این بازدید وجود داشت که مرا شگفت زده کرد:
اول اینکه کارخانهی هسلبلاد بسیار کوچکتر از سایر کارخانههای مشابه در این زمینه بود که من تا به حال از آنها بازدید کرده بودم.
من حتی نباید علامت بازدید کننده را می پوشیدم، چون به احتمال زیاد همه میدانستند که من غریبهای در آن جمع هستم.
این شرکت تنها 180 نفر کارمند در سراسر جهان دارد و کارخانهی هسلبلاد تنها 40 عضو دارد که 30 نفر آنها در بخش تولید کار میکنند.
دومین چیزی که توجه من را به خود جلب کرد، تعدادی از قطعات طراحی شده برای استفاده درمحصولات H6D و X1D بود.
سومین موضوع، ماهیت دست ساز این محصولات است. من به کارخانههای زیادی رفته ام که روبات در آنها استفاده میشود و کنترل و هدایت دستگاهها به صورت خودکار صورت میپذیرد. اما اینجا همه چیز توسط دستهای انسانی ساخته میشود.
طبقهی همکف کارخانه
اینجا مکان اصلی خط مونتاژ است که H6D و X1D در آن تولید میشوند. انتظار داشتم فرآیند این خط از شروع تا پایان به صورت خطی باشد، اما در واقع به نظر میرسد اجزای مختلف به گونهای طراحی شدهاند که هر کدام نیاز به شخص متخصصی دارند و هر نفر یک سری از وظایف را بر عهده دارد.
این عکسها کل کارخانه را نشان نمیدهد، زیرا یک بخش تحقیق و توسعه هم وجود دارد که من اجازهی ورود به آنجا را نداشتم. اما اینجا همان جایی است که تمام اجزای محصولات بر روی هم سوار میشوند.
هاسلبلاد تمام اجزای مورد نیاز را خود طراحی میکند، ولی این اجزا توسط شرکتهای تولید کنندهی خارج از شرکت که معمولا سوئدی هستند، ساخته میشود.

در تصویر بالا، یک سیستم صوتی X1D در جلوی تصویر در حال تست شدن است. در سمت چپ تصویر، بدنهی H6D قرار دارد و در فاصلهای دورتر، شاترها ساخته میشوند.

واحد تولید شاتر با یک حلقه قالبی از جنس پلاستیک و متصل کردن اجزا به آن شروع به کار میکند.
این شرکت دارای دو نوع شاتر است که هر دوی آنها در لنزهای HC و XCD برای دوربین های سری H و X1D استفاده میشود.
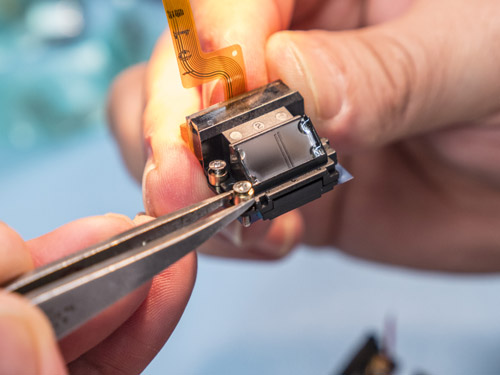
شاتر کوچکتر 20 میلیمتری یک موتور پیزوالکتریک را برای باز کردن و بستن دیافراگم استفاده میکند. در حالی که شاتر 28 میلیمتری، دو موتور دارد.
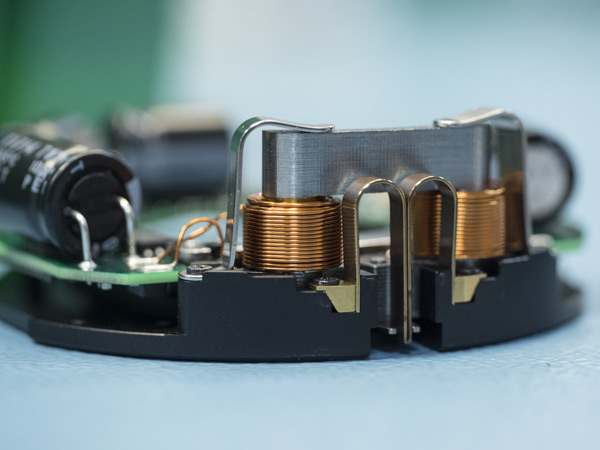
در تصویر بالا،میتوانید شاتر مونتاژ شده را مشاهده کنید.

تا کنون در لنزهای XCD از شاتر 20 میلیمتری استفاده شده است، اما در لنزهای آینده از شاتر بزرگتر استفاده خواهد شد. لنز XCD 80mm که قرار است به زودی عرضه شود، برای شاتر بزرگتر کاندید شده است. زیرا حداکثر دهانهی دیافراگم آن از f/2 بزرگتر خواهد بود.
اندازه گیری تنش

تکنسین واحد مونتاژ شاتر، فشار کششی مکانیزمهای شاتر را با انگشت شست خود بررسی میکند، زیرا در طول زمان او یاد گرفته است که کشش درست چگونه عمل میکند.

سپس هر سوئیچ را با یک ابزار اندازه گیری چک میکند تا صحت غرایزش را بررسی کند.
ساخت دیافراگم

هر تیغهی دیافراگم با دست محکم میشود. پس از آن، عملیات پاکسازی صورت میگیرد و این قطعه به شاتر اصلی متصل می شود.
تست دقت شاتر

هر واحد شاتر برای دقت و صحت عملکرد با استفاده از یک کولیماتور و یک دستگاه که شکل و اندازه باز شدن عدسی را اندازه گیری میکند، آزمایش میشود. هر تنظیم دیافراگم برای هر سرعت شاتر، چندین بار تکرار میشود. اگر در حین کار اپراتور متوجه ایرادی در دستگاه بشود یا آنرا رفع میکند یا آنرا به واحد تحقیقات ارسال میکند.
این دسته ازعملیات، متوالی و کوتاه مدت بوده و شامل تست دقت شاتر، اندازه گیری زمان باز بودن شاتر و سایز دیافراگم است. عملیات بلند مدتی نیز وجود دارد که یک بار در هفته انجام میشود و بدین صورت است که واحد شاتر در درون یک دستگاه قرار میگیرد که یک دکلانشور (trigger) است که چند روز به صورت مداوم شاتر را به کار میاندازد. به من گفته شد که شاترهای هاسلبلاد در طول عمر خود میتوانند بیش از یک میلیون دفعه عمل بکنند.
دستگیرههای H6D
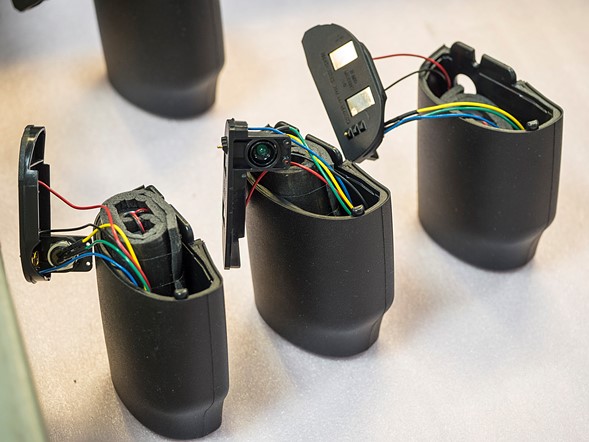
مدارهای زیادی در این دستگیره وجود دارد که باید در این فضای کوچک قرار بگیرند.
بک 50 مگاپیکسل برای دوربین تصویربرداری هوایی A6D

در اینجا بک دوربین A6D مونتاژ میشود. این عملیات با نصب سنسور 50 مگاپیکسلی شروع میشود و بعد از آن، برد پردازشگر و کنترلر نصب میشوند. من تعجب کردم که شرکت از یک کارت میکرو sd سی و دو گیگاباتی در این بک استفاده میکند. اما به من گفته شد که فایل های کالیبراسیون و سیستم عامل بک بسیار بزرگ است.

همانطور که در تصویر بالا مشاهده میکنید، کابل های تراشه و بردها با ظرافت خاصی با دست به بک متصل میشوند.
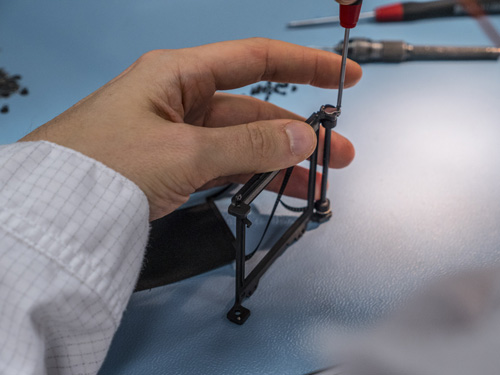
مبدل تیلت و شیفت

در اینجا اجزای مبدل تیلیت و شیفت HTS 1.5 در هم ادغام میشوند. این مبدل برای دوربینهای قطع بزرگ و برای لنزهای سری HC و HCD در دوربین های سری H قابل استفاده است. این مبدل امکان شیفت تا 18 میلیمتر در هر دو جهت و 10 درجه در جهت عمود بر زمین را دارد.
به دلیل ضخامت زیاد ، این مبدل میتواند فاصله ی کانونی را 1.5 برابر کند.

در این خط تولید هم، دستگاه با دست مونتاژ میشود و هر پیچ به چسب قفل کننده رزوه آغشته و در جای خود سفت می شود.
مونتاژ شاتر کمکی

بین آینه و سنسورهای دوربین سری H، یک پردهی شاتر کمکی وجود دارد که باید عملیات کشش را روی آن انجام داد. این عملیات مثل دیگر خط تولیدهای این شرکت با دست کنترل میشود.


مردی که در این بخش کار میکرد، به من گفت که او نیاز به تنش حدود 0.9 نیوتون دارد و سپس آن را آزمایش کرد و فقط 0.02 اختلاف داشت. او گفت چند ماه طول کشیده تا بتواند تنش را تنها با لمس به درستی حدس بزند.
افزودن واحد فوکوس خودکار و شاتر
شاسی آلومینیومی H6D در زمانهای نه چندان دور در کارخانه ساخته شده است. این شاسی از همان ابتدای ساخت مدل H1 به همین صورت باقی مانده است.
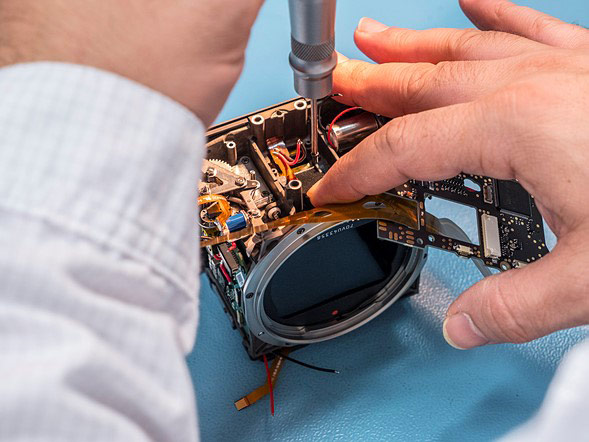
مونتاژ نهایی بدنه بسیار پیچیده است، زیرا انبوهی از کابل ها برای ارتباط بین بردها، شاتر کمکی، آینه و واحد فوکوس وجود دارد. مانت دوربین از جنس استیل، و پوستهی بدنه به طور کامل در سوئد ساخته شده است.

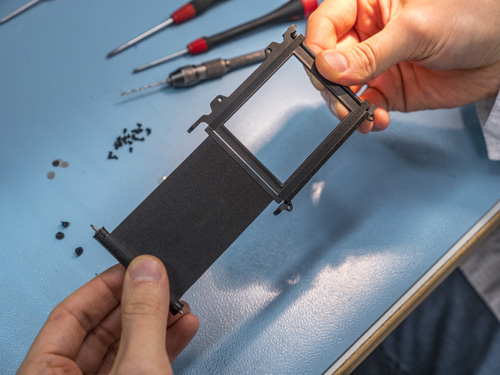
عکس سمت چپ، سیستم فوکوس خودکار H6D را نشان میدهد که پشت آینه اصلی قرار گرفته است.
عکس سمت راست، شاسی بدنه را نشان میدهد که آمادهی اتصال به دستگاههای الکترونیکی و دستگیرهی دوربین است.
تست مکانیکی H6D

در این تصویر، بدنه H6D در انتظار آزمایش و اندازه گیری مکانیکی است.
طول بدنه نباید بیش از 0.02 میلیمتر با استاندارد اختلاف داشته باشد تا سیستم فوکوس خودکار به خوبی عمل کند. این دستگاه برای اندازه گیری موقعیت سیستم فوکوس خودکار و آینه استفاده میشود و دید منظرهیاب با سنسور را از طریق موقعیت آینه تطبیق میدهد.
در ادامه هر بدنه به یک بلوک فلزی متصل میشود تا سنسور جهت گیری را تنظیم کند،
این فرآیندی است که ویژگی فوکوس واقعی(True Focus) شرکت را تسهیل میکند. در این عملیات زاویهی دوربین را طی یک حالت فوکوس قفل میکنند و چیدمان را تغییر میدهند. در ادامه میبایست فاصلهی افزوده بین مکان تشکیل تصویر و سوژه در فوکوس جبران شود.
کالیبراسیون H6D

هر H6D در یک اتاق کاملا تمیز تحت روش کالیبراسیون اختصاصی خود تنظیم می شود. ابتدا حسگر و فیلترها را از نظر گرد و غبار و خاک بررسی میکنند و آنقدر تمیز میکنند تا از هر گونه لکهای پاک شود.

سپس سنسور جهت پیکسلهای مرده بررسی میشود و مشخصات رنگ، محدوده دینامیکی و واکنشهای روشنایی اندازه گیری میشود.
آزمایشات مکانیکی X1D

هنگامی که دوربینها به طور کامل مونتاژ شدهاند، از یک سری آزمایش مکانیکی و تستهای سیستمی استفاده میکنند تا اطمینان حاصل شود که این دوربینها به درستی کار میکنند.
اپراتورها مجموعهای از تصاویر را با هر مدل میگیرند و سیستم صوتی را در میان سایر موارد بررسی میکنند.

تکنسین با نگاه کردن در یک جعبهی تیره بررسی میکند که هیچ نوری از اطراف پانل ال سی دی به فضای داخلی دوربین نفوذ نکند.
نمودارهای بدنهی X1D

واکنشهای رنگی ثبت و تنظیم میشوند تا دوربین از استاندارد رنگی شرکت هاسلبلاد تبعیت کند.
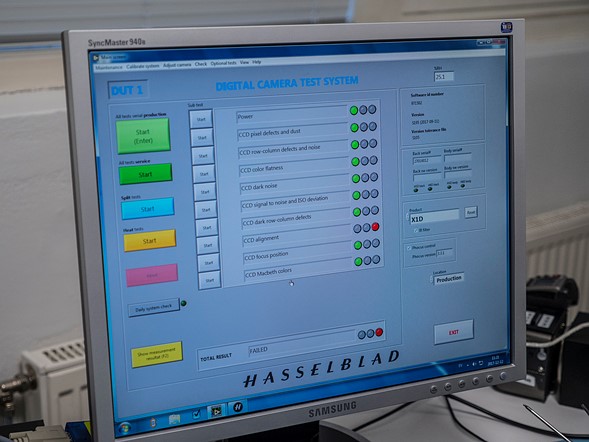
همانند H6D، هر X1D دارای کالیبراسیون اختصاصی خود است که در حافظه ی داخلی دوربین ذخیره میشود. به همین دلیل هر دوربین چند ثانیه طول میکشد تا راه اندازی شود. در طول فرآیند کالیبراسیون، با هر دوربین حدود 700 عکس میگیرند.
در اینجا، یک X1D کالیبره میشود و مانیتور ویژگیهای مورد بررسی را نشان میدهد. همانطور که مشاهده میکنید، سنسور CCD با آزمایش مورد نظر مطابقت ندارد. این نتیجه از نظر منطقی درست است، چون سنسور این دوربین از نوع CMOS میباشد.
چک نهایی و تمیز کاری

آخرین بخش این فرآیند شامل یک منبع نور قوی و یک ذره بین با بزرگنمایی بالا است. یک خانم شخصا هر مدل را بررسی میکند که از هر گونه خاک و گرد و غبار عاری باشد. او هر بدنه را به دقت تمیز میکند. بعد از اینکه از براق بودن محصول مطمئن شد، میتوان آن را بسته بندی کرد.

در تصویر بالا می توانید بدنه X1D را در پایان فرآیند تولید، قبل از اینکه بسته بندی شود و به مشتریان خود در سراسر جهان برسد، مشاهده کنید.
گزارش از دیمین دملدر
مترجم: آرمان دیداران